
Plastekstruderingsprosessen er bredt klassifisert i syv forskjellige typer avhengig av de spesifikke bruksområdene.
(a) Ekstrudering av ark/film
I denne ekstruderingsprosessen blir det smeltede plastmaterialet ekstrudert gjennom en flat dyse.Kjølevalsene brukes til å bestemme tykkelsen på ark/film og overflatetekstur.Tykkelsen på arket kan oppnås i området 0,2 til 15 mm.Det tynne flate arket eller filmen av plastmateriale kan lages.Vanligvis brukes polystyrenplast som råmateriale i ekstruderingsprosessen.
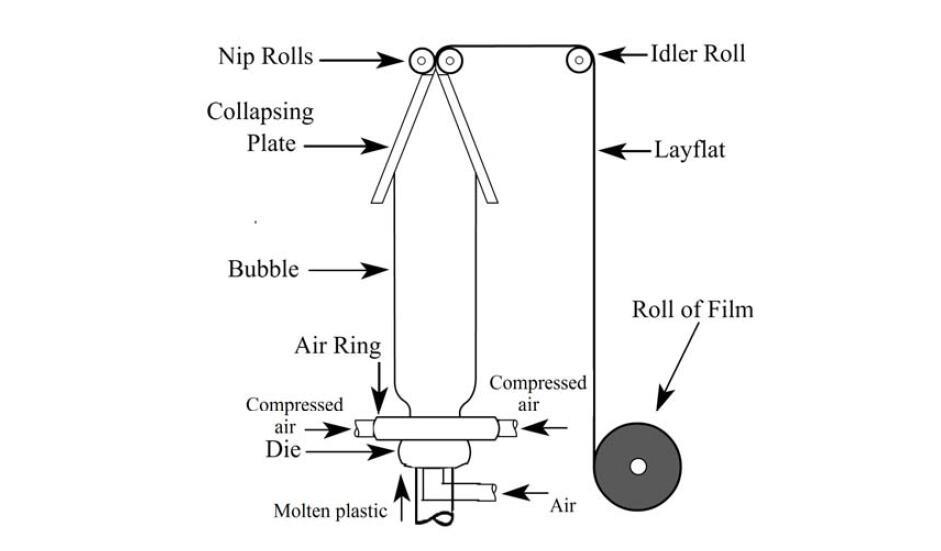
(b) Ekstrudering av blåst film
I blåsefilmprosessen er formen som en vertikal sylinder med en sirkulær profil.Den smeltede plasten trekkes opp fra dysen av et par nip-ruller.Den komprimerte luften brukes til å blåse opp røret.Rundt dysen er det montert en luftring.Hensikten med en luftring er å avkjøle filmen når den beveger seg oppover.I midten av dysen er det et luftinntak hvorfra trykkluft kan presses inn i midten av den sirkulære profilen og skape en boble.Det ekstruderte sirkulære tverrsnittet kan økes 2-3 ganger av dysens diameter.Boblene er kollapset ved hjelp av kollapsende plate.Nipprullene flater ut boblen til dobbelt lag med film som kalles layflat.Veggtykkelsen på filmen kan kontrolleres ved å endre hastigheten på nip-rullene.Layflat kan spoles i form av rull eller kuttes i ønskede former.Undersiden av layflat er forseglet med påføring av varme, og skjæres over lenger opp for å danne åpning;derfor kan den brukes til å lage en plastpose.Dysens diameter kan variere fra 1 til 300 centimeter.Vanligvis brukes polyuretanplast i denne prosessen.
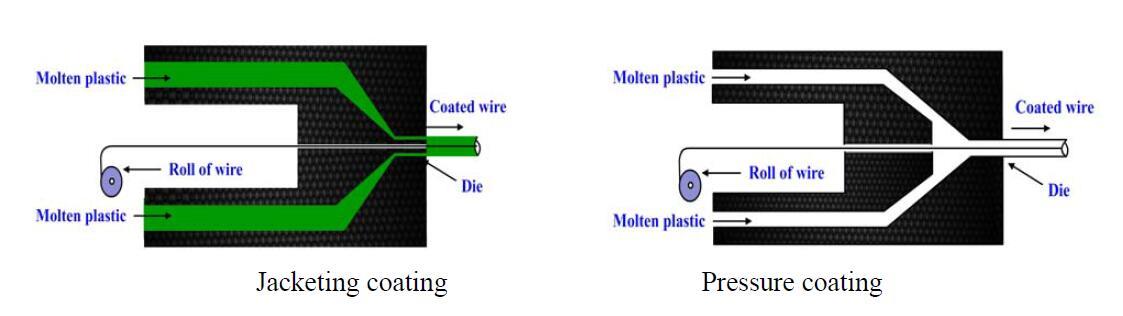
(c) Ekstrudering av overkappe
Dette kalles også trådbeleggingsprosess.I denne prosessen trekkes en naken ledning gjennom midten av en dyse.Det er to forskjellige typer ekstruderingsverktøy som brukes til å belegge over en tråd, dvs. trykk- eller mantelverktøy.Hvis det er nødvendig med intim kontakt eller vedheft mellom ledningen og belegget, brukes trykkverktøy.Hvis vedheft ikke er ønsket, brukes kappeverktøy.For trykkverktøy trekkes tråden inn i dysen, hvor den kommer i kontakt med den smeltede plasten ved et mye høyere trykk.For kappeverktøy vil ledningen strekke seg og smeltet plast vil lage et deksel på ledningen etter dysen.Den nakne tråden føres gjennom dysen og den kommer ikke i direkte kontakt med den smeltede plasten før den forlater dysen.Hovedforskjellen mellom mantelen og trykkverktøyet er plasseringen av ledningen i forhold til dysen.
 ?
?
(d) Ekstrudering av rør
I denne prosessen blir den smeltede plasten ekstrudert gjennom en dyse og hule tverrsnitt dannes ved å plassere en dor inne i dysen.Rør med flere hull kan også lages for spesifikke bruksområder, ved å plassere et antall dorer i midten av dysen.
(e) Koekstrudering
Koekstrudering er ekstruderingsprosessen for å lage flere lag med materiale samtidig.Den brukes til å påføre ett eller flere lag på toppen av basismateriale for å oppnå spesifikke egenskaper som ultrafiolett absorpsjon, grep, matt overflate og energirefleksjon, mens basismateriale er mer egnet for andre bruksområder, f.eks. slagfasthet og strukturell ytelse.Den kan brukes på alle prosessene som blåst film, overkapping, rør, ark/filmekstrudering.I denne prosessen brukes to eller flere ekstrudere for å levere materialer som er kombinert til en enkelt dyse som ekstruderer materialene i ønsket form.Lagtykkelsen styres av hastigheten og størrelsen på de enkelte ekstrudere som leverer materialene.
(f) Ekstrusjonsbelegg
Ekstrusjonsbelegg brukes til å lage et ekstra lag på et eksisterende rullemateriale av papir, folie eller film.For å forbedre vannbestandigheten til papir brukes for eksempel polyetylenbelegg.Bruksområdene for ekstruderingsbelegg er flytende emballasje, fotografisk papir, konvolutter, sekkerfôr for gjødselemballasje og medisinsk emballasje.Vanligvis brukes polyetylen og polypropylen.
Innleggstid: 14-jun-2017